
地址:河北省唐山市玉田縣玉田經濟開發區城區產業園區
電話:0315-6578888
網址:www.fslscz.com
市場部郵箱:sales@fslscz.com
綜合辦郵箱:tsjingyu@163.com

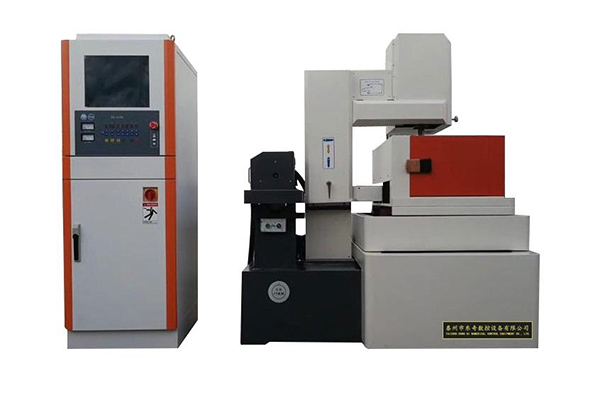
專業數控精密切割設備的布局結構,包括機架、放線電機、放線支承座、放線往複直線運動機構、放線排線繞鋼絲線導輪、放線輪、收線排線繞鋼絲線導輪、放線繞鋼絲線校準導輪、鋼絲線、放線張力繞鋼絲線導輪、放線繞鋼絲線導輪、工作台進給電機、絲母、滾珠絲杆、平衡氣缸、工作台滑動座、自動夾緊機構、被切割工件、收線繞鋼絲線導輪、可調地腳、切割槽輪、收線張力繞鋼絲線導輪、收線繞鋼絲線校準導輪、切割槽輪電機、收線排線電機、切削液及冷卻控製循環裝置、收線輪、電氣控製櫃、收線往複直線運動機構、收線支承座、收線電機和放線排線電機。實用新型山東數控精密切割設備在降低可能存在的導輪帶來的故障隱患的同時,極大限度減少易耗品導輪數量,降低製造成本。

專業數控精密切割設備可有效的提升生產效率、提升產品規格、提升產品良品率。可減少企業人力資源成本、減少材料損耗。可節約企業占地麵積。(1)選擇電參數不當,電流過大;(2)進給調節不當,忽快忽慢,開路短路頻繁;(3)工作液使用不當(如錯誤使用普通機床乳化液),乳化液太稀,使用時間長,太髒;(4)管道堵塞,工作液流量大減;(5)導電塊未能與鉬絲接觸或已被鉬絲拉出凹痕,造成接觸不良;(6)切割厚件時,間歇過小或使用不適合切厚件的工作液;(7)脈衝電源削波二極管性能變差,加工中負波較大,使鉬絲短時間內損耗加大;(8)鉬絲質量差或保管不善,產生氧化,或上絲時用小鐵棒等不恰當工具張絲,使絲產生損傷;(9)貯絲筒轉速太慢,使鉬絲在工作區停留時間過長;(10)切割工件時鉬絲直徑選擇不當。專業數控精密切割設備在操作時要注意以上事項。

由於專業數控精密切割設備有其特殊的工作方式以及加工效率高的優點,而被機床企業在近年來競相研發。多線切割機床在眾多的領域都有著廣泛的應用,但是由於現在的切割機床運用價格昂貴的伺服電機進行控製,對於中小型企業來說代價非常大,不能廣泛的被應用,難以滿足社會的需要。本課題在充分了解現有多線切割設備的前提下。對於在切割過程中的加工精度不太高的材料,並且需提高加工效率、環境汙染小等要求,提出了采用金剛石線鋸、全液壓控製技術設計多線切割機床,采用全液壓技術代替已有的伺服電機,降低了山東數控精密切割設備的價格,希望能夠在切割領域被廣泛使用。
目前,專業數控精密切割設備已經廣泛應用於光學玻璃、石英晶體、半導體材料、特種陶瓷、藍寶石、稀有金屬及合金等硬脆及貴重材料的加工,與傳統的內、外圓切片機相比,因其具有材料投入少、表麵損傷小、運行成本低、加工效率高等優點。在近兩三年,也逐步在磁性材料加工行業推行,如用於切割釹鐵硼磁材。在對磁材進行切割的過程中,需要在工作台上放置緩衝物料板,以免損壞工作台,目前的多線切割設備主要是采用膠水將緩衝物料板粘接在工作台上或粘接在工作台上的基板上,這樣比較麻煩,而且每次粘接的位置可能出現誤差,影響磁材的切割。因此,亟需設計一種新型的數控精密切割設備價格。

介紹了專業數控精密切割設備的總體結構,說明了它的工作原理,針對鋼絲線張力波動的問題,提出了一種基於相鄰軸速度誤差的多軸同步控製策略.以收放線電機和主電機為控製對象,定義了多軸係統的跟蹤誤差和同步誤差,引入了相鄰軸速度誤差的概念,設計控製轉矩滿足電機的運動方程,使得相鄰軸速度誤差及其微分趨於零,實現多軸的同步控製.采用李雅普諾夫函數證明了算法的收斂性和穩定性.仿真和實驗表明該控製策略不僅同步性高、穩定性好、收斂速度快,而且張力控製精度高、波動範圍小。很好的實現了數控精密切割設備價格的速度同步控製。
0315-6578888
電話:0315-6578888
市場部郵箱:sales@fslscz.com
綜合辦郵箱:tsjingyu@163.com
地址:河北省唐山市玉田縣玉田經濟開發區城區產業園區
手機端官網








